Soldar alumínio é desafiador devido à sua alta condutividade térmica, que dissipa o calor rapidamente, e à camada de óxido de alumina, cujo ponto de fusão superior exige limpeza rigorosa das respingos de solda. Essas propriedades físicas únicas demandam técnica e preparação específicas para evitar fusões inconsistentes, deformações e trincas no cordão.

Além disso, o elevado coeficiente de dilatação térmica do material aumenta significativamente o risco de deformações e trincas durante o resfriamento. Compreender essas variáveis é indispensável para profissionais e hobbistas que buscam resultados de alta qualidade.
Dominar essas particularidades é o segredo para transformar um processo complexo em juntas seguras, limpas e com excelente acabamento visual. Compreender a fundo o comportamento desse metal evita erros caros e retrabalho. Descubra os segredos técnicos para dominar essa soldagem e elevar o nível dos seus projetos.
Entenda as diferenças: alumínio versus aço carbono na solda
Quando comparamos alumínio e aço carbono, notamos diferenças marcantes que impactam diretamente a soldagem. O ponto de fusão do alumínio é de 660°C, enquanto o aço carbono chega perto dos 1370°C. Porém, a camada de óxido do alumínio resiste até 2038°C, uma verdadeira barreira.

O alumínio conduz calor cerca de seis vezes mais rápido, exigindo ajustes de corrente e técnica para garantir fusão adequada. Além disso, ele se expande quase o dobro do aço quando aquecido, aumentando riscos de empeno e trincas. Conhecer essas diferenças ajuda você a definir o processo ideal e evitar resultados frustrantes.
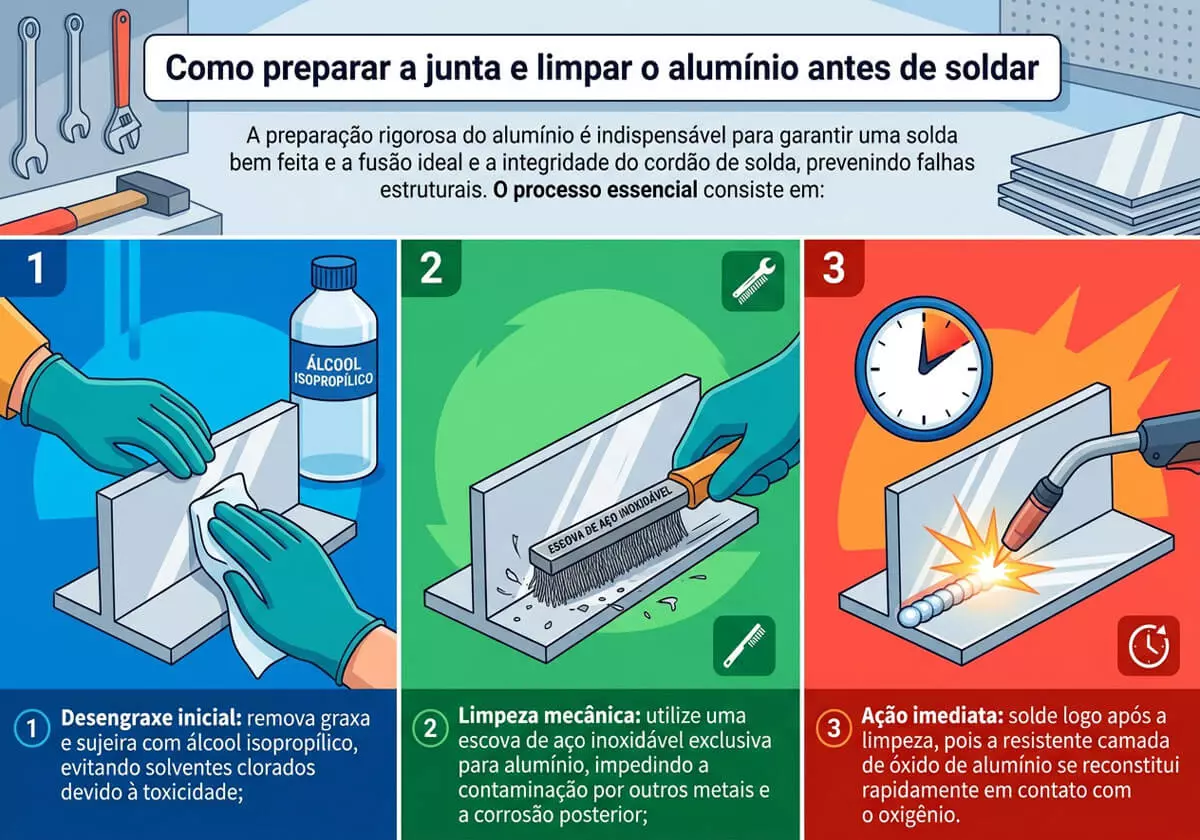
Como preparar a junta e limpar o alumínio antes de soldar
A preparação rigorosa do alumínio é indispensável para garantir uma solda bem feita e a fusão ideal e a integridade do cordão de solda, prevenindo falhas estruturais. O processo essencial consiste em:
-
Desengraxe inicial: remova graxa e sujeira com álcool isopropílico, evitando solventes clorados devido à toxicidade;
-
Limpeza mecânica: utilize uma escova de aço inoxidável exclusiva para alumínio, impedindo a contaminação por outros metais e a corrosão posterior;
-
Ação imediata: solde logo após a limpeza, pois a resistente camada de óxido de alumínio se reconstitui rapidamente em contato com o oxigênio.
Soldagem TIG em alumínio: vantagens e cuidados essenciais
A soldagem TIG em alumínio oferece precisão e acabamento impecáveis utilizando corrente alternada (AC). Nesse processo, a polaridade positiva quebra a resistente camada de óxido, enquanto a negativa promove a fusão do metal base.

Para garantir a máxima eficiência, emprega-se gás argônio puro associado a eletrodos de tungstênio específicos, como o puro ou com terras raras.
Ajustar o equilíbrio da onda AC é fundamental para harmonizar a limpeza da superfície e a penetração da solda. Por fim, a adição de vareta é indispensável, pois evita trincas e confere maior resistência mecânica e apelo estético às peças.
Soldagem MIG em alumínio: dicas para evitar frustrações
A soldagem MIG em alumínio une alta produtividade a exigências técnicas rigorosas. Para evitar que o arame macio deforme, o alimentador deve usar roldanas em “U”, conduítes de teflon e sistemas Push-Pull. A proteção exige argônio puro e parâmetros precisos do fabricante.
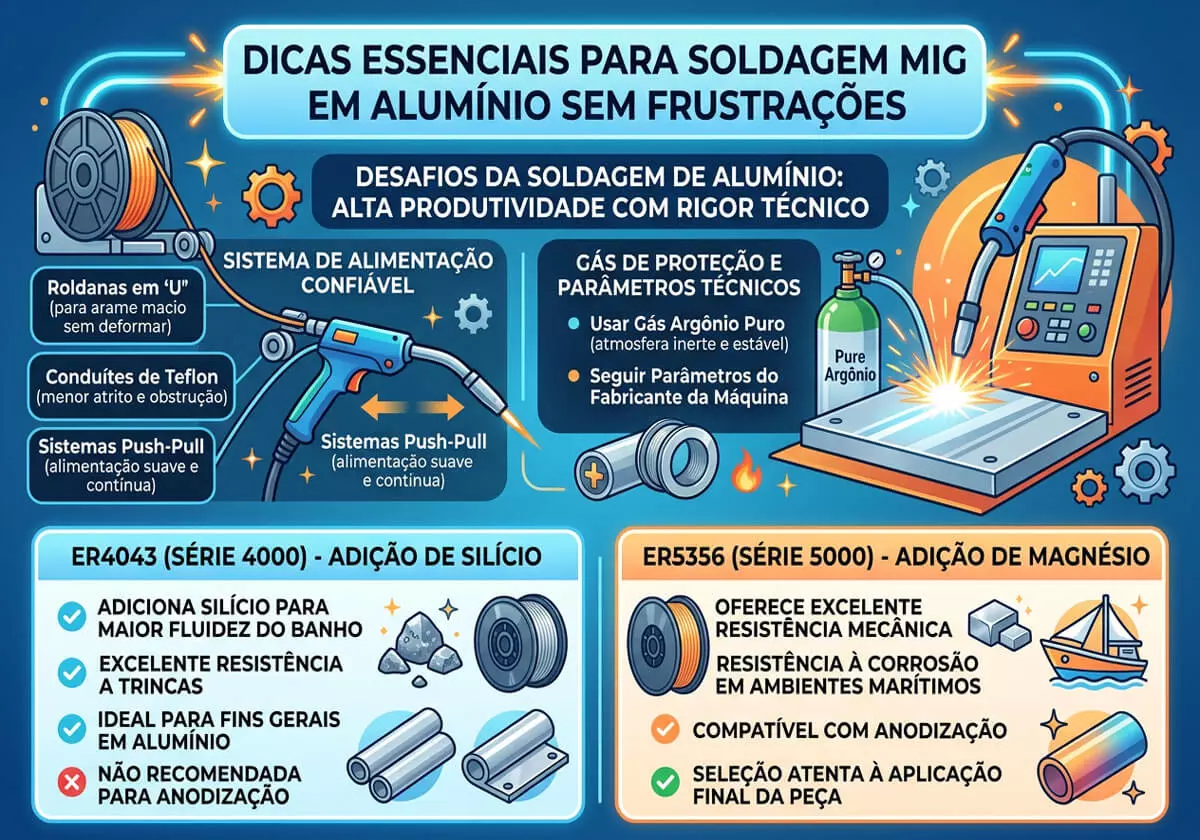
Na escolha dos consumíveis, a liga ER4043 (série 4000) adiciona silício para maior fluidez e resistência a trincas, sendo ideal para fins gerais, exceto anodização. Já a ER5356 (série 5000), com magnésio, oferece excelente resistência mecânica e à corrosão marítima, além de compatibilidade com anodização, exigindo seleção atenta à aplicação final da peça.
Técnicas de tocha: posição, ângulo e controle de calor
Técnicas operacionais precisas são essenciais para obter cordões de solda bem fundidos, resistentes e com acabamento profissional em alumínio. Os principais cuidados práticos incluem:

-
Ângulo da tocha: mantenha a tocha sempre empurrando o cordão, com inclinação de 10° a 15°, garantindo a cobertura ideal do gás de proteção;
-
Controle térmico: inicie o processo com corrente mais alta para compensar a rápida dissipação de calor, ajustando-a durante a soldagem, preferencialmente com pedal TIG;
-
Velocidade e finalização: controle a velocidade de avanço para evitar o superaquecimento do metal e module a corrente no fim para prevenir o colapso da cratera.
Como resolver os problemas mais comuns na solda de alumínio
A solução de falhas e a segurança são pilares para a soldagem bem-sucedida do alumínio. A porosidade, causada por umidade ou falta de gás, exige limpeza reforçada e ajuste do fluxo. Para evitar trincas no final do cordão, deve-se reduzir a corrente gradualmente, preenchendo a cratera.

Já a falta de fusão demanda maior potência ou melhor preparação contra contaminantes. Paralelamente, a integridade do soldador requer o uso rigoroso de EPIs, ventilação adequada e descarte de solventes clorados perigosos. Utilizar equipamentos calibrados e consumíveis de qualidade assegura resultados industriais ou domésticos perfeitamente seguros e duráveis.
Solicite um orçamento de máquinas e consumíveis para solda de alumínio
Para garantir que sua oficina esteja totalmente equipada para colocar esse aprendizado em prática, o sucesso depende também das ferramentas de suporte corretas. Ter a máquina ideal é apenas o primeiro passo; a eficiência real surge quando você tem o esquadro magnético exato, a máscara de escurecimento automático adequada e os consumíveis certos sempre à mão.

Preparar o ambiente de trabalho com precisão evita interrupções e garante a máxima segurança. Descubra agora mesmo todos os itens essenciais para montar uma bancada profissional de alta performance e prepare-se para o seu próximo grande projeto acessando nosso guia sobre ferramentas para soldagem: um checklist completo.